Содержание
Что такое электрошлаковая сварка
Чаще всего сваривание металлических образцов основано на плавлении материала. Зависимо от используемого оборудования, расходников, технических условий сварки характеристики соединенного таким способом металла изменяются. У сварщика основная задача – это создание прочного надежного сварного шва, который впоследствии будет способен выдерживать предполагаемые нагрузки на металлическую конструкцию.
Электрошлаковая сварка часто применяется для сваривания металлических изделий значительной толщины. Данная методика используется для соединения стальных, алюминиевых, чугунных, медных заготовок, сплавов данных химических элементов.
Основное преимущество метода – возможность выполнения за одно прохождение соединения металлических заготовок большой толщины. При этом нет необходимости в настройке сварочного оборудования перед следующим прохождением шва, а также удалении шлакообразований. Сваривание производится без снятия на кромках деталей фасок. В процессе работы можно пользоваться электродами большего сечения или же одновременно несколькими проволочными электродами малого сечения. Благодаря этому достигается повышенная производительность процедуры.
Суть электрошлаковой сварки
Как правило, расплавленные флюсы формируют шлаки, являющиеся электрическими проводниками. В данном случае при прохождении сварного тока через массу расплавленного шлака выделяется тепловая энергия. На данном принципе и основывается электрошлаковая сварка.
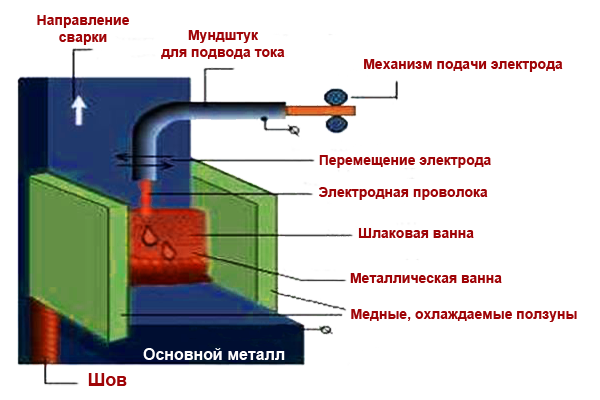
- Свариваемый металл электрически связан с электродом через формируемую шлаковую ванну. В этой ванне образуется тепловая энергия, температура которой больше температуры плавления проволоки, соединяемого изделия. Поэтому происходит оплавление основного, электродного металла. Плотность металла больше плотности шлака, в результате чего расплавленная металлическая масса стекает на днище расплава, формируя металлическую ванну.
- Металл электрода проходит отдельными каплями сквозь жидкий шлак, при взаимодействии с которым его структура изменяется. Шлаковая ванна из-за меньшей плотности находится над металлической ванной, перекрывая тем самым взаимодействие металла с окружающим воздухом. Если скорость подачи электрода подобрать верно, между его торцом и поверхностью расплавленного металла зазор будет оставаться практически неизменным.
- Для предупреждения вытекания расплавленного металла, жидкого шлака в процессе проведения сварочных работ часто применяются специальные приспособления. Это медные ползуны, которые могут быть как подвижными, так и неподвижными. Для их охлаждения используется вода. Верхний край приспособления должен быть выше поверхности жидкого шлака.
- В результате последующей кристаллизации расплавленного металла внизу ванны формируется соединительный шов. Шлак, расположенный над металлической ванной, после соприкосновения с охлаждающими ползунами формирует тонкое шлаковое покрытие, которое предупреждает контакт металлической ванны с ползунами охлаждения, соответственно не образуются кристаллизационные трещины в металлическом шве.
При использовании данной методики сваривания металлических конструкций расход флюса небольшой, обычно менее 5% от веса наплавляемого металла. Легирование наплавляемого металла из-за небольшого количества шлака осуществляется за счет электрода. В составе сварного шва основного металла может быть не более 20 процентов. Благодаря вертикальному расположению металлической ванны, повышенной температуре, достаточно длительному времяпровождению в расплавленном состоянии металла из сварного шва лучше извлекаются неметаллические компоненты, газы.
Шлаковая ванна, если сравнивать со сварочной дугой, является менее концентрированным тепловым источником. В результате чего термический цикл проистекает первоначально медленным нагревом, затем медленным охлаждением металла соединяемых заготовок.
Технология ЭШС
Процедура начинается с возбуждения дуги между электродом и кромками соединяемых металлических образцов. За счет создаваемой тепловой энергии расплавляется флюс, далее формируется шлаковая ванна. Ее уровень поднимается.
Флюс благодаря электропроводности начинает шунтировать, останавливать горение дуги. Но нагрев, расплавление флюса при этом продолжается благодаря воздействию тепловой энергии, формирующейся за счет подаваемого электротока к жидкому шлаку.
Техника электрошлаковой сварки основана на передаче тепловой энергии от шлаковой ванны, которая не только выделяет тепло под воздействием тока, но и передает его соединяемым образцам. Связь основного и электродного металла осуществляется непосредственно через шлаковую ванну. В зависимости от свойств обрабатываемого материала на это может быть затрачено разное время.
Основное отличие методики в том, что расплавленный металл находится ниже шлака, и требует применения специальных ползунков, которые не будут допускать его растекание. Для производства ползунков используется медь, в качестве охлаждающей жидкости — вода.
Виды электрошлаковой сварки
Данная схема соединения металлов может быть разных видов, которые отличаются между собой применяемыми электродами и способом их подачи.
- Первый вариант ЭШС – электроды подаются шлаковую ванну после их расплавления. Технология предусматривает сообщение в горизонтальной плоскости электродной проволоке возвратно-поступательных движений, которые равномерно обеспечивают нагрев толщины свариваемых образцов из металла.
- Второй вариант ЭШС – сварное соединение при помощи пластин, электродной проволоки большого сечения. Согласно технологии электрод максимально перекрывает зазор между соединяемыми изделиями. Электроды пластинчатого типа своей формой схожи со свариваемыми поверхностями. Они закрепляются в зазоре между деталями, подаются через небольшие промежутки в шлаковую ванну, если для наполнения зазора в полном объеме не достаточно расплавленного металла. В отличие стандартной ЭШС электродной проволокой сварочное оборудование, применяемое для сварки пластинчатыми электродами, проволокой большого сечения намного проще в работе.
- Третий вариант ЭШС – для сваривания металлических конструкций используется специализированный плавящийся мундштук. В этой технике одновременно используются два первых варианта ЭШС. В зазор между соединяемыми образцами вставляются и закрепляются пластины, в боковые промежутки – направляющие трубки, через которые подается электродная проволока в шлаковую ванну. Пластина на протяжении всего сварочного процесса остается неподвижной, недостающий металл для полного заполнения зазора компенсируется электродной проволокой, в результате чего соединительный шов обогащается легирующими компонентами.
Преимущества ЭШС
- Сварные швы, получаемые при использовании для сварки данной методики, отличаются достаточно высоким качеством. Для улучшения структуры металла на соединительных участках швы иногда подвергаются термической обработке, благодаря которой зерна укрепляются.
- Минимальный расход электроэнергии, флюса.
- Высокая производительность.
- Электрошлаковый переплав металла позволяет улучшить его первоначальные свойства.
Недостатки ЭШС
- Сварочные работы выполняются лишь в вертикальной плоскости или с минимальным уклоном.
- Не допускается остановка сварочного процесса, в противном случае не исключаются дефекты, требующие обязательного устранения. Обычно подобные соединения приходится разрывать и сваривать повторно.
- Сварной шов, зона термического воздействия обладают крупнозернистой структурой.
- Перед началом выполнения работ нужно подготовить технологические элементы (изготовить, установить): стартовый карман, планку, формирующие компоненты.
Несмотря на эти недостатки, все разновидности электрошлаковой сварки являются достаточно востребованными.
Услуги сварки алюминия и цветных металлов в Сиван-XXI
Мы сотрудничаем как с крупными заказчиками, так и осуществляем мелкие заказы, выполняя работы в требуемом объеме, качественно и строго в оговоренные сроки. Цена сварочных работ рассчитывается и прописывается в договоре. Сумма является фиксированной, а все затраты сверх сметы мы берем на себя.

Сварка алюминия
от 50р за 1см.
Аргонодуговая, TIG, MIG, MC, дуговая и DC сварка алюминия
Сварка меди
от 30р за 1см.
Сварка меди дуговая, аргоновая, полуавтоматами и на автоматах

Сварка латуни
от 30р за 1см.
Максимально быстрая газовая сварка латунных швов

Сварка бронзы
от 30р за 1см.
Максимально быстрая газовая сварка бронзовых швов
Получите качественную сварочную работу от "Сиван-XXI"
Благодаря современному оборудованию, высококачественным инструментам и профессионализму наших специалистов, а также большому опыту - наша работа всегда качественная.

