Содержание
Различие между сваркой MIG и MAG
Сварка методом МИГ, МАГ — это одна из наиболее востребованных сварочных технологий, которая представляет собой сварку полуавтомат в защитной газовой среде с применением металлического электрода, который одновременно выступает в роли присадочной проволоки. Данная процедура достаточно популярна в промышленной индустрии.
Необходимо отметить! Сварка МИГ, МАГ осуществляется в защитном инертном газе. Не во всех случаях используется углекислый газ, чаще всего применяется смесь, которая может состоять из азота, кислорода, гелия, аргона.
Суть сварочной процедуры
Сварочное оборудование для данной технологии включает:
- подающий механизм;
- выпрямитель, характеризующийся плавно падающим, жестким вольтамперным свойством, который служит источником питания. Поэтому в случае колебательных движений руки сварщика длина дуги будет регулироваться автоматически;
- для проведения работ могут использоваться газовые баллоны или централизованная подача газовой смеси.
В качестве электродной плавящейся проволоки при сварке способом МИГ, МАГ может использоваться проволока порошковая, сплошного сечения. Данный инструмент подается автоматом с постоянной скоростью. Горелка передвигается вручную сварщиком. Сварочная ванна, электрическая дуга ограждаются от внешней среды с помощью газового потока: активного газа — МАГ, инертного газа — МИГ, который подается посредством горелки через сопло.
Принцип работы
Принцип работы сварки mig состоит в следующем: в процессе выполнения соединения металлических образцов электрод перемещается по стыковочной линии. Подача проволоки производится автоматически через горелку, далее она расплавляется под влиянием сварочной дуги.
Технология считается полуавтоматической из-за того, что горелку сварщику приходится перемещать вручную.
Некоторые советы специалистов
- Лучше использовать для работы дуги ток постоянного типа с обратной полярностью. Конечно же, можно использовать и ток переменного типа с прямой полярностью, но в таком случае дуга не будет стабильной, в результате чего будет энергично разбрызгиваться расплавленный материал.
- Достаточно важно правильно настроить на сварочном оборудовании рабочий режим: тип электрического тока, сварочный ток, диаметр используемой сварной проволоки, скорость подачи электродов, напряжение дуги, скорость самой сварки.
- Скорость, подачу защитного газа также нужно постоянно держать под контролем.
Применение инертного газа (смесь углерода с гелием, аргоном) для выполнения сварочных работ абсолютно безопасно, так как он не вступает под действием дуги с металлом в реакцию!
В зависимости от сварной дуги МИГ сварка может быть стационарной, импульсной. Бывают ситуации, когда необходимо увеличить мощность дуги, для чего предусмотрена импульсная технология: скорость плавления электрода не соответствует скорости его подачи, поэтому для его быстрейшего расплавления используется токовый импульс — на конце проволоки формируется капля.
Сваривание металлов импульсным методом имеет преимущества перед стационарной методикой: минимальное разбрызгивание металла, низкий уровень тока, переход, благодаря короткому замыканию, в струйный перенос.
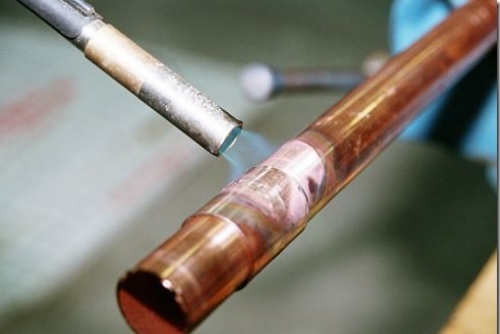
Как осуществляется пайка
При выполнении пайки подача газа осуществляется через специализированное сопло, прикрепленное к сварочному агрегату. На производствах работы с применением технологии МАГ обычно выполняются в специально обработанных помещениях. При использовании данной методики главное — это равномерная безостановочная подача проволоки, тогда гарантирован аккуратный и прочный сварной шов. Поэтому подобные работы должны производиться исключительно опытными сварщиками, в особенности при сборке высокоточных конструкций.
Еще одно различие МИГ пайки и МАГ в том, что в первом случае проволока подается автоматически, вручную.
Преимущества МИГ пайки
- Простота технологии, которой легко можно обучиться.
- Высокая производительность;
- Отсутствует необходимость дополнительной обработки сварных соединений.
- Высококачественный результат.
Услуги сварки алюминия и цветных металлов в Сиван-XXI
Мы сотрудничаем как с крупными заказчиками, так и осуществляем мелкие заказы, выполняя работы в требуемом объеме, качественно и строго в оговоренные сроки. Цена сварочных работ рассчитывается и прописывается в договоре. Сумма является фиксированной, а все затраты сверх сметы мы берем на себя.

Сварка алюминия
от 50р за 1см.
Аргонодуговая, TIG, MIG, MC, дуговая и DC сварка алюминия
Сварка меди
от 30р за 1см.
Сварка меди дуговая, аргоновая, полуавтоматами и на автоматах

Сварка латуни
от 30р за 1см.
Максимально быстрая газовая сварка латунных швов

Сварка бронзы
от 30р за 1см.
Максимально быстрая газовая сварка бронзовых швов
Получите качественную сварочную работу от "Сиван-XXI"
Благодаря современному оборудованию, высококачественным инструментам и профессионализму наших специалистов, а также большому опыту - наша работа всегда качественная.

