Содержание
Применение аргона при сваривании металлов и его расход
Аргон является инертным негорючим и невзрывоопасным газом, практически не реагирующим с другими элементами и не образующим взрывчатой смеси с воздухом. Кроме того аргон выполняет функцию защиты сварочной ванны. В чистом виде газ не применяется и обычно в качестве примеси имеет кислород (до 5%), который позволяет бороться с возникновением пор на сварном шве.
Аргон используется:
- Выполнение плазменного вида сваривания — в качестве плазмообразующего газа, в среде которого наиболее эффективно выполнение микроплазменной сварки большинства известных металлов.
- Выполнение лазерного вида сваривания — в качестве плазмоподавляющего газа, выполняющего и защитную функцию.
- При резке — также в качестве плазмообразующего газа.
- Выполнение дуговой электросварки.
Возможности применения дуговой сварки в аргонной среде позволяют выполнять сваривание тонкостенных изделий и металлов, соединение которых ранее считалось невозможным. Одним из преимуществ дуговой сварки является отсутствие шлаков, так как не используются флюсы и электродные покрытия, и, как следствие, необходимость в зачистке швов отпадает.
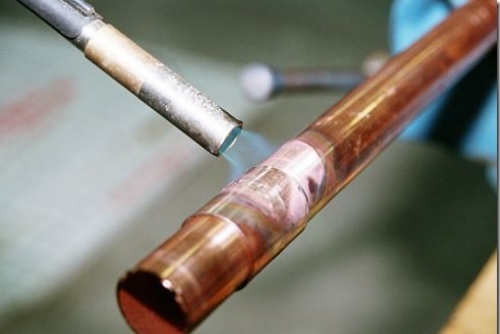
Благодаря химической неактивности газа использование аргонно-дуговой сварки эффективно при сваривании элементов из высоко активных металлов (титана, алюминия, меди и прочих), так как аргон защищает дугу и свариваемый материал без оказания на них какого-либо воздействия.
Расход газа может быть определен из технологии, по которой выполняется аргонодуговая сварка, от выбора материала для сварки и зависит также от толщины свариваемых изделий. Усредненные показатели расхода:
- сварка алюминия — аппарат расходует 15-20 л/мин;
- сварка меди — аппарат расходует 10-12 л/мин;
- сварка конструкционных или низколегированных сталей — аппарат расходует 6-8 л/мин;
- сварка магниевых сплавов — аппарат расходует 12-14 л/мин;
- сварка никелевых сплавов — аппарат расходует 10-12 л/мин;
- сварка титана и титановых сплавов — аппарат расходует 35-50 л/мин.
Подбор оптимального режима расхода газа — довольно сложная задача, справиться с ней при организации дуговой сварки может лишь высокопрофессиональный специалист, который не будет извлекать уроки из своих ошибочных действий, а сразу выполнит работу качественно.
Технология сваривания в аргонной среде
Сваривание металлов в аргонной среде может выполняться четырьмя способами:
- Ручная аргонодуговая технология — такая сварка аргоном выполняется руками сварщика, который держит и присадочный пруток, и горелку.
- Механизированная аргонодуговая технология — горелку держит сварщик, а проволоку подает аппарат.
- Автоматическая аргонодуговая технология — участие сварщика в непосредственном процессе сваривания не требуется, так как и пруток, и горелка перемещаются автоматически.
- Роботизированная аргонодуговая технология — участие сварщика-оператора вообще не требуется.
Аргонодуговая технология сваривания допускает применения как плавящихся, так и неплавящихся (редко) электродов.
Суть дуговой сварки (сварка аргоном) заключается в следующем:
Возникновение дуги происходит в промежутке между электродом (чаще всего вольфрамовым) и металлом-объектом работы. Неплавящийся электрод находится в горелке, через которую (через сопло) происходит подача аргона. Присадка при этом не включена в электрическую цепь, и ее подача осуществляется со стороны.
При таком способе сварки из-за касания электродом изделия практически невозможно зажигание дуги, так как, во-первых, аргон не может ионизировать ее по своим физическим свойствам, а во вторых, если электрод все же коснется изделия, то произойдет его немедленное загрязнение и оплавление.
Поэтому для зажигания дуги используется аппарат-осциллятор, который подает на неплавящийся электрод импульсы высоких частоты и вольтажа, ионизирующие дуговой промежуток и обеспечивающие возникновение зажигания после того, как сварочный аппарат будет включен. Таким образом обычно выполняется аргонно дуговая алюминиевая сварка (изделий из алюминия).
В случае если сварочный аппарат работает на переменном токе, то стабилизационный режим, который имеет аппарат-осциллятор, позволяет поддерживать горение дуги при смене полярности, в том числе.
Описанный метод работы невозможен при использовании плавящихся электродов, так как при касании электрода с присадкой неизбежен выброс паров железа, имеющих меньший, чем у аргона, потенциал ионизации, вследствие чего дуга загорается.
Рекомендации, при которых аргонодуговая сварка будет успешной:
- Рабочие поверхности свариваемых элементов должны быть тщательно подготовлены: очищены от загрязнений и обезжирены. Аппарат, с помощью которого будет выполнена аргонодуговая сварка, должен быть выставлен в нужное место.
- Подача аргона начинается минимум за 10 секунд до выполнения работ (для создания защитной среды).
- Длина дуги должна быть минимально возможной, так как чем она больше, тем меньшей становится глубина проплавления металла и шире — шов.
- Сварка аргоном выполняется только в одном продольном направлении без многочисленных поперечных отклонений.
- В случае нарушения подачи аргона или при его выдувании от места сваривания, следует прекратить работу и создать более подходящие условия. Под защитой аргона должна быть и присадка, и электрод.
- Присадочную проволоку (пруток) нужно подавать очень плавно, без резких движений во избежание разбрызгивания металла.
- Если сварочная ванна удлинена вдоль шва, то его качество можно считать хорошим.
- Если используется неплавящийся электрод, то присадку располагают впереди грелки под углом к свариваемым элементам.
- Окончание сварочных работ производится следующим образом: понижение силы тока с помощью реостата для заваривания кратера и отключение подачи газа через 10 секунд после завершения работы. Просто отключить питание и убрать горелку нельзя, это может повлечь несвоевременное прекращение дуговой защиты, что аргонодуговая сварка по своей технологии не допускает.
Преимущества сваривания в аргонной среде
Аргонодуговая сварка — самый чистый и качественный вид дуговой сварки, при котором возможно:
- Использование малых токов, что положительно сказывается на работе с тонколистовыми металлами, требующей высокой точности.
- Выполнение работы без флюсов и электродных покрытий.
- Выполнение наиболее эстетичного и высокопрочного шва, в том числе и при выполнении сварки только с одной стороны.
- Быстрое выполнение резки металлов, при этом край изделия получается ровным и защищенным от образования оксидных или нитридных пленок. Сопутствующие отходы дуговой сварки выдуваются струей аргона.
- Выполнение наплавки для восстановления изношенных частей изделия.
- Выполнение сваривания плохо поддающих сварке металлов.
- Выполнение работы с элементами разных габаритов, от мелких деталей до массивных металлоконструкций.
- Количество выделяемых аэрозолей минимально.
Кроме того, выполнение дуговой сварки пожаробезопасно — отсутствие искр позволяет использовать такой вид аргонно-дуговой сварки даже в бытовых условиях без опасения порчи окружающего имущества.
Недостатки сваривания в аргонной среде
Сварка аргоном, точнее в его среде, имеет следующие недостатки:
- Дорогое оборудование. Для выполнения работ необходимы: аппарат для выполнения аргонной сварки, баллон с газом, электроды, редуктор, набор определенных кап, а также сопел.
- Необходимость наличия у работника, выполняющего такую работу, как аргонная сварка, высокой профессиональной квалификации. Специалист должен иметь разряд не ниже пятого, а также пройти специальную аттестацию на дуговой вид сварки аргоном.
- Невысокая производительность труда, если используется ручной аппарат для исполнения аргонной сварки. При автоматическом сваривании дуговой сваркой может пострадать качество коротких или сложных швов.
- Если выполняются работы с применением высокоамперной дуговой сварки, то возникает необходимость дополнительного охлаждения.
- Аргонная сварка не обеспечивает эффективной защиты швов, а также не делает возможным выполнение работ на открытом воздухе при наличии ветра без дополнительного обустройства рабочего места, так как часть газа будет непременно сдуваться.
Услуги сварки алюминия и цветных металлов в Сиван-XXI
Мы сотрудничаем как с крупными заказчиками, так и осуществляем мелкие заказы, выполняя работы в требуемом объеме, качественно и строго в оговоренные сроки. Цена сварочных работ рассчитывается и прописывается в договоре. Сумма является фиксированной, а все затраты сверх сметы мы берем на себя.

Сварка алюминия
от 50р за 1см.
Аргонодуговая, TIG, MIG, MC, дуговая и DC сварка алюминия
Сварка меди
от 30р за 1см.
Сварка меди дуговая, аргоновая, полуавтоматами и на автоматах

Сварка латуни
от 30р за 1см.
Максимально быстрая газовая сварка латунных швов

Сварка бронзы
от 30р за 1см.
Максимально быстрая газовая сварка бронзовых швов
Получите качественную сварочную работу от "Сиван-XXI"
Благодаря современному оборудованию, высококачественным инструментам и профессионализму наших специалистов, а также большому опыту - наша работа всегда качественная.

